四轴龙门加工虽优势显著,但面临多重技术挑战:
?旋转精度控制?:A轴旋转误差直接影响曲面质量。某案例中,夹具角度偏差0.05°导致涡轮叶片报废。解决方案包括:
?高精度夹具设计?:采用莫氏4号锥度定位,配合分度盘54孔系(每孔10′),确保±0.02mm位置公差。
?动态补偿技术?:通过传感器实时监测切削力,调整进给速度,避免重载工况下的材料变形。
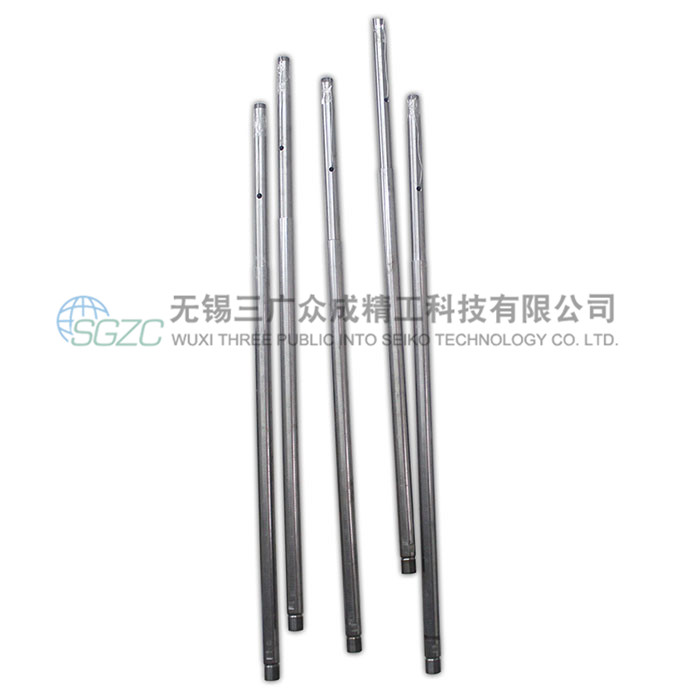
?刀具路径优化?:复杂轮廓需避免干涉。例如,螺旋槽加工中,UG编程需结合旋转轴运动,采用分层切削策略,将刀具轨迹误差控制在0.01mm内。
?冷却系统适配?:旋转工作台需定制冷却通道,防止高温导致轴承失效。某船舶部件案例中,水冷系统将切削温度从800°C降至400°C,延长刀具寿命50%。







 当前位置:
当前位置:
 地址:无锡市梁溪区金山北工业园金山四支路11号2幢1楼
地址:无锡市梁溪区金山北工业园金山四支路11号2幢1楼 手机:13861803210
手机:13861803210 电话:0510-83721965
电话:0510-83721965 邮箱: 13861803210@139.com
邮箱: 13861803210@139.com